








化工聚合反应搅拌器安装作业
2020-11-05 10:39:20 点击:
化工聚合反应搅拌器安装作业
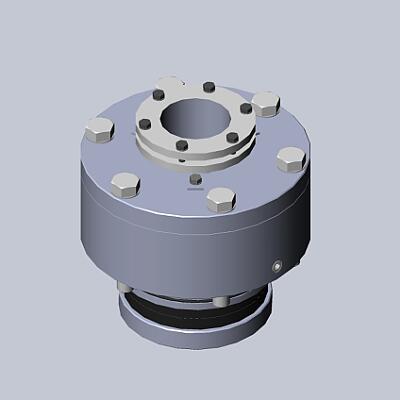
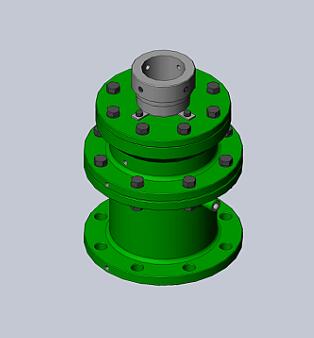
(1) 检查搅拌器本体连接件是否齐全,包括:电机及减速机传动系统、机架、主轴、叶片等相关部件。
(2) 将所有的部件运至现场,再次检查凸缘密封面与筒体轴线垂直度<0.1/1000, 凸缘止口同轴度<0.5/1000, 设备法兰凸缘密封面与筒体轴线垂直度0.1/1000, 凸缘止口同轴度<0.5/1000。
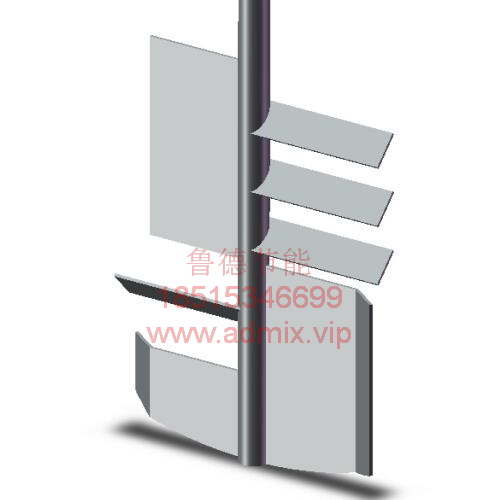
(3) 检查釜内导流筒及挡板,以及叶片附件的管口位置是否符合设计要求,将所有配合面必须清洗干净。
(4) 先将搅拌器下轴吊入釜内,应防止下轴与挡板等釜内部件碰撞,避免设备损伤。
(5) 将搅拌器下轴法兰吊起放置2块方木上进行支撑,放置釜顶法兰密封垫,搅拌器下轴法兰与上轴法兰进行安装,根据螺栓力矩表进行对角线紧固,将连成一体的传动机构吊起,支撑木块撤掉,然后使整个搅拌装置落在釜上法兰凸缘上,使用螺栓进行对角紧固。
(6) 手动盘车,检查搅拌下轴径向跳动量应<0.6 mm。
(7) 安装桨叶轮毂,将搅拌轮毂模拟定位完成后,确定轮毂顶丝准确位置,使用M16的麻花钻头,根据顶丝数量在搅拌主轴上钻深度为10mm 顶丝孔,钻孔作业完成后,将搅拌轮毂最终定位,安装箭叶圆盘涡轮桨叶。

(9) 整体安装完成后,用扭矩扳手检查所有螺栓的紧固力矩,并达到规范要求,所有的防松垫片已达到防松状态,根据生产需求,选择是否对螺栓进行焊接防松处理。清理釜内卫生,安装釜底密封垫片后,封闭人孔。
(10) 搅拌装置安装完成后,进行电气仪表安装,待电气仪表安装完毕,整套化工聚合搅拌器已安装完结。
- 上一篇:聚合反应器搅拌器升级改造 [2020-11-06]
- 下一篇:侧入式搅拌机用2507双相钢技术要求 [2020-11-01]